

机床床身铸件的热处理工艺
机床床身铸件是进行砂型铸造的设备,生产工艺简单,生产周期短,为了在使用过程中良好的性能,需要经过热处理工艺提高自身使用性能, 铸铁铸件内在质量。
金属热处理是机械制造中的重要工艺之一,机床身铸件通过热处理工艺改变工件的形状和整体的化学成分而赋予或 工件的使用性能,除了选用合理的材料外,采用整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺, 提高机械内在质量。
机床床身铸件良好的和消震性备受铸造行业的喜爱,良好的加工工艺 的提高产品质量,在生产过程中 的缩短工期,提高生产效率。
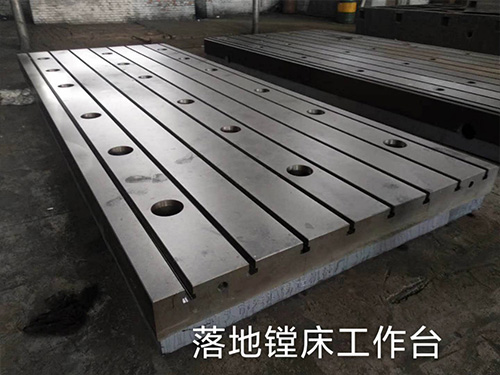
机床身铸件是一种铸件,主要通过铸造造型机铸造而成,用途广泛,可用作机床设备的零部件。大多数情况下砂型铸造的铸件及消震性能相比于其它材质的铸件好。通过铸造造型机生产的铸件,属于毛胚件,针对尺寸小精度要求高的小型量具铸件,则需要采用 铸造等方式生产。判断一件铸件的品质如何可以从铸件表面凹凸度、粘砂程度及粘附涂层程度、平面度偏差的大小、粗糙度及轮廓清晰度来挑选。
机床铸件主要采用砂型铸造,相对比传统铸造方法,生产工艺简单,生产周期短,主要是固定零部件或导向作用,适宜于铸造结构复杂或薄壁床身铸件,。
1.与消震性好。由于铸铁中石墨有利于润滑及贮油,所以好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
2.工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁铸件。
3.树脂砂型刚度好,浇注初期砂型,这就有条件利用铸铁凝固过程的石墨化膨胀, 地缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。
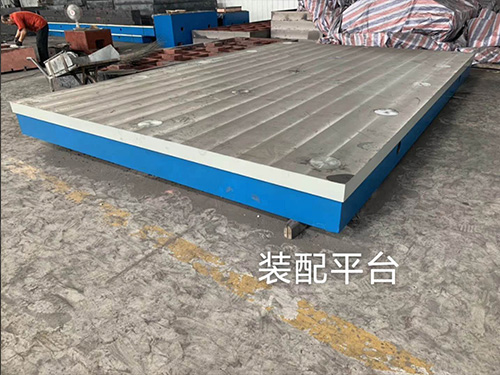
机床身铸件多为床身使用,它的结构简单,工艺性能好,便于导轨面的加工,水平床身配上水平放置的刀架可提高刀架的运动精度,一般可用于大型数控车床或小型 数控车床的布局。
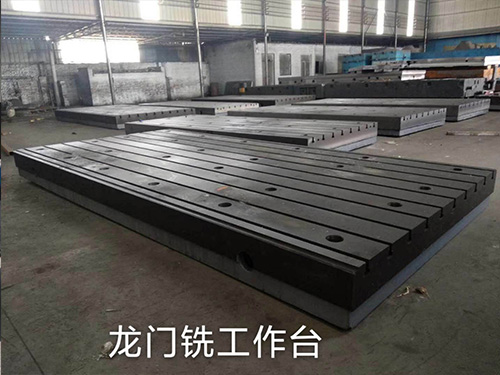
机床身铸件是用作各机器零部件的毛坯及 铸件的铸造,品种多样,形状复杂,及消震性良好,运行稳定,规格,可按需定制,,满足不同消费者的需求。
机床床身铸件在生产中质量好坏严重影响部件的质量,富豪机械运用熟练的生产工艺、相比较普通的配件,采用热处理工艺对工件整体进行加热,以适当的速度进行冷却,以改变其整体力学性能的金属热处理工艺,机床铸件的和尺寸稳定性,会直接影响机床的精度保持寿命,铸件铸造的难易程度直接影响铸件的质量和成本,铸件结构设计的一是要便于造型、填砂、简化铸造工艺,二是利于减少铸造缺陷,以提高铸件质量。
在进行机床铸件铸造时,由于机床铸件设计形状、壁厚、冷却速度的不同,会在机床铸件,特别是大型机床铸件的内部产生铸造应力。这种应力不及予以,会使铸件在随后的切削加工或使用过程中产生变形或裂纹,为了铸件残余的铸造应力,应当采用低温退火工艺进行铸造。
机床铸件铸造过程中应严格遵守回火工艺,为铸件变形或断裂,在易变形部位应加入支撑筋;专人值守回火炉温度计,合理控制温度,防止温度过高或过低对机床铸件产生影响。
